÷ż‘žŐľĽĮőŔ≤ķ∆∑ĶńŇ∆ļŇľįĻśłŮ Grades and specifications of cast tungsten carbide products÷ż‘žŐľĽĮőŔ∑Řń©ĶńŇ∆ļŇįī…ł∑÷ Ī∑Řń©Õ®Ļż…łÕÝĶńÕÝńŅ żņī»∑∂®°£
≤ķ∆∑Ň∆ļŇĪŪ ĺ∑Ĺ∑®ő™£ļ
Cast tungsten carbide products are supplied in two forms as powder (f) and tubes(g)
The grades of cast tungsten carbide powder are determined by the no, of meshes of the sieve it passes through.

1. ∑Ř◊ī÷ż‘žŐľĽĮőŔļŌĹū∑ŘĶńÕ‚ĻŘ≥ “ÝĽ“…ę£¨Õ‚–őő™∂ŗņ‚◊ī°£ Ļ”√∑Ĺ∑®÷ų“™ő™ŇÁļł°ĘĹĢ◊’°ĘŇÁÕŅ°£Ň∆ļŇľįĻśłŮ»ÁŌ¬ĪŪ£ļ
- Cast tungsten carbide powder is silver grey in outward appearance and multi-prism in shape. The applications and mainly spray welding, immersion and spray coating. The grades and specifications are shown in the table below.
| ∑Ř◊ī÷ż‘žŐľĽĮőŔŇ∆ļŇľįĻśłŮ |
GRADES AND SPECIFICATIONS OF CAST TUNGSTEN CARBIDE |
Ň∆ļŇ |
Ń£∂»∑∂őߣ®ÕÝ.ńŅ£© |
Ōŗ”¶ŅŇŃ£≥ŖīÁ£®MM) |
GRADE |
RANGE OFGRAIN SIZE(MESH) |
SIZE CORRESPONDING TO MM |
YZ20-30f |
-20- +30 |
0.85°◊0.60 |
YZ30-40f |
-30- +40 |
0.60°◊0.425 |
YZ40-60f |
-40- +60 |
0.425°◊0.25 |
YZ60-80f |
-60- +80 |
0.25°◊0.18 |
YZ65-100f |
-65- +100 |
0.21°◊0.15 |
YZ100-140f |
-100- +140 |
0.15°◊0.106 |
YZ150-200f |
-150- +200 |
0.106°◊0.075 |
YZ80-200f |
-80 - +200 |
0.18°◊0.075 |
YZ100-200f |
-100- +200 |
0.15°◊0.075 |
YZ200-400f |
-200- +400 |
0.075°◊0.038 |
YZ270-600f |
-270- +400 |
0.53°◊0.020 |
2.
Ļ‹◊į÷ż‘žŐľĽĮőŔļłŐű «“‘÷ż‘žŐľĽĮőŔő™”≤÷ Ōŗ£¨“‘”Ň÷ ĶÕŐľł÷ő™’≥ĹŠĹū Ű∂Ý÷∆◊ųĶńńÕń•ļłŐű£¨ Ļ”√∑Ĺ∑®÷ų“™≤…”√—ű“Ľ““»≤—ś∂—
ļł°ĘĶÁĽ°∂—ļł°£∆šŇ∆ļŇľįĻśłŮļ√Ō¬ĪŪ£ļ
Tubular cast tungsten carbide welding rods are wear resistant welding rods manufactured with cast tungsten carbide as the hard phase and super quality low carbon steel as the binding metal .The way of applications is mainly build-up welding via oxygen-acetylene flames, and electric and .The grades and specifications are showed in the table below:

| Ļ‹◊į÷ż‘žŐľĽĮőŔļłŐűŇ∆ļŇľįĻśłŮ |
GRADES AND SPECIFICATIONS OF TUBULAR CAST TUNGSTEN CARBIDE WELDING RODS |
Ň∆ļŇ |
Ń£∂»£®ÕÝńŅ£© |
ł÷Ļ‹≥ŖīÁ£®ļŃ√◊£© |
|
Ī»ņż£®£•£© |
GRADE |
SIZE (MESH) |
DIMENSION OF STEEL TUBE(MM) |
|
RATIO(%) |
|
|
÷Īĺ∂ |
≥§∂» LENGTH |
÷ż‘žŐľĽĮőŔ CAST WC |
ł÷Ļ‹ STEEL TUBE |
|
|
DIAMETER |
YZ20-30G |
-20°◊+30 |
|
390+-5 |
60~65 |
35~40 |
YZ30-40G |
-30°◊+40 |
|
390+-5 |
60~65 |
35~40 |
YZ40-60G |
-40°◊+60 |
|
390+-5 |
60~65 |
35~40 |
YZ60-80G |
-60°◊+80 |
|
390+-5 |
60~65 |
35~40 |
”¶”√∑∂őß
3.÷ż‘žŐľĽĮőŔĶń”¶”√∑∂őß
Range of applications of cast tungsten carbide
÷ż‘žŐľĽĮőŔ◊ųő™“Ľ÷÷ńÕń•≤Ļ«Ņ≤ńŃŌ Ļ”√∑∂őß «ļ‹Ļ„Ķń£¨÷ų“™”–£ļ
- Ņů“Ķ∑Ĺ√ś£ļ—“ Į∆∆ňťĽķŇšľĢ°ĘĹō√ļĽķ≥›°Ę¬ťĽ®◊ÍÕ∑°ĘĻőÕŃĽķŃ„ľĢ°Ę◊ÍŅ◊∆ų≥›Ļŕ°Ę”„ő≤◊ÍÕ∑°Ę—ņ¬÷◊ÍÕ∑≥›≤Ņ∂—ļł°Ę«Ú≥›—ņ¬÷◊ÍÕ∑Ķń◊¶Ī≥Ķń∂—ļłĶ»°£
- ÕŃĹ®∑Ĺ√ś£ļ≤ý∂∑»–°ĘÕ∆ÕŃĽķŃ„ľĢ°ĘĻőįŚ°ĘÕŕĺÚĽķŃ„ľĢ°ĘįŤÕŃĽķŃ„ľĢ°ĘÕŌņ≠Ľķ¬ńīÝ√śĶ»°£
- Ň©“Ķ∑Ĺ√ś£ļÕ—Ļ»Ľķ÷ý≥›°Ę◊ÍÕ∑»–Ņŕ°ĘņÁĶ∂°Ę≤ý≥›°Ęň«ŃŌ∑ŘňťĽķīł∆¨Ķ»°£
- Ĺ®÷Ģ∑Ĺ√ś£ļňģńŗ¬›–ż∑ŘňťĽķ°Ęňģńŗ◊į‘ōĽķ°Ę÷∆◊©“ĶĶń≥…–Õń®◊”°Ę«–łÓĶ∂°ĘļÕÕŃĽķŃ„ľĢ°ĘÕŕ“§ĻĶ≤ýĶ»°£
∆šňŻ∑Ĺ√ś£ļł÷Őķ°ĘĽķ–Ķ°Ę÷∆Ő«°Ęńĺ≤ń°Ę‘ž÷Ĺ°Ę∑ĘĶÁ≥ßĶń∑Ř√ļīłÕ∑Ķ»ĺýŅ… Ļ”√
- ÷ż‘žŐľĽĮőŔĹÝ––∂—ļł£¨ ĻŃ„≤ŅľĢĶń Ļ”√ Ŕ√ŁīůīůŐŠłŖ°£
Cast tungsten carbide as a wear resistant strengthening material has a wide range of applications and these mainly are:
- Mining industry :Build-up welding of fitting parts of rock crushers, auger tips, twist drills, scraping plates of scrapers, teeth°Įs coronas of drilling tools, fishtail drills, teeth of tricone bits and support claws of tricone bits, etc.
- Civil construction: The edges of shoveling buckets, parts of bulldozers, scraping plates, parts of earth agitators, clawer belts of tractors, etc.
- Agriculture :For columnar teeth of threshers, edges of drills, ploughs, teeth of shovels, etc.
- Architecture: For spiral crushers for cement, cement loaders, brick scrapers, cutters, earth mixing machines, kiln digging shovels, etc.
- Miscellaneous: Build-up welding can be used in industries of steel, machinery, sugar, wood, papermaking and on hammers for crushing coal in power plants, etc. substantially increasing the lifetime of parts and components.
£®“Ľ£©÷ż‘žŐľĽĮőŔ≤ķ∆∑Ķń—°”√
Selection of cast tungsten carbide products
÷ż‘žŐľĽĮőŔ∑Ř «“Ľ÷÷łŖ»ŘĶ„ļŌĹū£¨ Ļ”√ Ī–Ť”ŽŐķĽýļŌĹū£®ĽÚńÝĽý°ĘÓ‹Ľý°ĘÕ≠ļłŃŌ£©ŇšļŌ Ļ”√£¨÷ż‘žŐľĽĮőŔ∑ŘŃ£∂»Ķń—°‘Ů£¨”¶łýĺ›Ń„ľĢĶń ‹Ń¶«ťŅŲ°ĘĻ§◊ų◊īŅŲĶ»∂Ý∂®°£Õ®≥£ī÷ŅŇŃŌ”√”ŕļł≤„ĹŌļŮ£¨Ļ§ľĢ“™«ůńÕń•ňū°£ŌłŅŇŃ£”√”ŕ≥ŚĽųłļļ…ĹŌīů°Ęń•Ń£ń•ňūŌ÷Ōů—Ō≥ÕĶńĻ§ľĢ≤ŅőĽ£¨ Ļ”√∑Ĺ∑®÷ų“™ő™ŇÁļł°ĘĹĢ◊’°ĘŇÁÕŅ°£ī”ńŅ«į Ļ”√«ťŅŲņīŅī£¨40°™60ńŅ≤ķ∆∑ĪĽĻ„∑ļ”¶”√”ŕńÕń•ĶÁļłŐűĶń÷∆◊ų£¨65°™100ńŅ°Ę100°™140ńŅ°Ę140°™200ńŅ°Ę200°™400ńŅľį80°™200ńŅĻ„∑ļ”√”ŕ÷∆◊ųĹūł÷ Į◊ÍÕ∑Ļ«ľ‹°£
Cast tungsten carbide is a high melting point alloy and it should be used together with iron-based alloys(or Ni-based, copper solders),The selection of the grain size of cast tungsten carbide should be based on the force to bear by the parts and working conditions, etc. Generally cast tungsten carbide of coarse grain size is suitable for thick welded layers of parts that require wear resistance. Cast tungsten carbide of fine grain size is used for portions workpieces with great impact loads and with serious wear by abrasive particles. The main applications are spray welding, immersion and spray coating. As noted from the present applications, cast tungsten carbide of 40-60mesh is widely used for making wear resistant welding electrodes and what is widely used in making skeletons of diamond drills is cast tungsten carbide of 65-100mesh,100-140mesh,140-200mesh,200-400mesh and 80-200mesh.
Õ¨—ýĻ‹◊ī÷ż‘žŐľĽĮőŔļłŐűĶń—°”√“≤”¶łýĺ›Ļ§ľĢĶńĻ§◊ųŐűľĢ∂Ý»∑∂®£¨Õ®≥£ļłŐű÷Īĺ∂ĹŌīů°Ę÷ż‘žŐľĽĮőŔŅŇŃ£ĹŌī÷Ķń”√”ŕļł≤„ĹŌļŮ£¨∑ņĽ¨∑ņłÓ–‘ń‹ļ√ĶńĻ§ľĢ£¨»ÁYZ20-30gļłŐű”¶”√”ŕ÷∆◊©ľįňģńŗ––“Ķ°£ļł≤„“™«ůĪ°∂Ý∆Ĺ’ŻĶń£¨”¶—°‘Ů÷Īĺ∂–°ĶńŌłŅŇŃ£÷ż‘žŐľĽĮőŔļłŐű°£»ÁYZ40-60g°ĘYZ60-80gļłŐű”¶”√”ŕ÷∆Ő«ľįň«ŃŌ∑Řňť––“Ķ°£
As is the case, the selection of tubular cast tungsten carbide depends on the working conditions of the workpieces. Generally cast tungsten carbide of bigger tube diameters and of coarser grain size is used for welding workpieces with thick welded layers and with good skid and cut resistance performances, for example,YZ20-30g welding rods are used in brick and cement industry. Welding rods of small tube diameters fine grain size should be chosen if thin and even welded layers are required, for cxample,YZ40-60g and YZ60-80g is used in suger making and fodder crushing industries.
Ļ”√ Ķņż
1. —ņ¬÷◊ÍÕ∑—ņ◊¶’÷įŚ∂—ļł£Ľ—ņ¬÷◊ÍÕ∑Ķń—ņ◊¶’÷įŚ£¨‘ŕ Ļ”√Ļż≥Ő÷–ń•ňūļ‹Ņž£¨”÷“ÚĹŌĪ°£¨ń•ňūļů÷Š≥–ĺÕÕ‚¬∂£¨—“∑Řňť–ľĹÝ»Ž—ņ¬÷Ķń◊™∂Į≤ŅőĽ£¨‘ž≥…◊ÍÕ∑ĶńĻż‘ÁĪ®∑Ō°£»Á∂‘’÷įŚ∂—ļł“Ľ≤„÷ż‘žŐľĽĮőŔ£¨Ņ…ŐŠłŖ∆šńÕń•–‘£¨ī”∂Ý—”≥§◊ÍÕ∑Ķń Ļ”√ Ŕ√Ł°£
The build-up welding of support claws of tricone bits: The support claws of triconbe bits wear very quickly during operations. if a layer of cast tungsten carbide is build-up welded on the support claws, if will improve their wear resistance and prolong the lifetime of rticone bits.
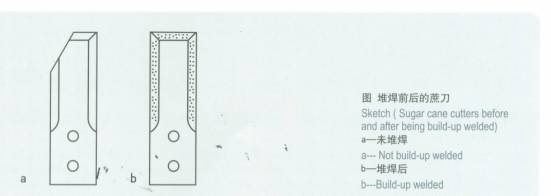
2. «–’ŠĶ∂∂—ļł£ļ«–’ŠĶ∂ «Ő«Ļ§“Ķ÷–”√“‘∆∆ňťł ’ŠĶń“Ľ÷÷÷ō“™Ļ§ĺŖ°£”…”ŕ’ŠĶ∂“◊ń•ňūĪšĽĶ£¨”įŌž≥ŲŐ«¬ °£Õ£“™ĽĽĶ∂ Īľš≥§£¨ņÕ∂Į«Ņ∂»īů°£ĺ≠∂—ļł÷ż‘žŐľĽĮőŔļů£¨’ŠĶ∂Ķń Ļ”√ Ŕ√ŁŌ‘÷ÝŐŠłŖ£¨ĹŌ‘≠ņī’ŠĶ∂ŐŠłŖ ģ∂ŗĪ∂°£«“Ņ…∑īłī∂—ļł°Ę∑īłī Ļ”√£¨īůīůĶōĹĶĶÕł÷≤ńŌŻļń°£“‘Õ‚£¨‘ŕ÷∆Ő«Ļ§“Ķ÷–£¨”√”ŕ∂—ļłłŖ–ß∆∆ňťĽķń•Ī√÷–Ķń≥›įŚļÕ≥›Őű£¨“≤»°Ķ√ŃňŃľļ√Ķń–ßĻŻ°£
The build-up welding of cane cutters: Sugar cane cutters are an important tool in cane sugar industry in crushing sugar canes. As the cutters wear considerably, if takes a long gime in changing the cutters, increasing the intensity of labor. The efficiency in crushing sugar canes deteriorates with the wear of the cutters, affecting the yield of cane sugar. The lifetime of sugar cane cutters increases substantially after they are build-up welded with cast tungsten carbide powder achieving an increase of more than 10 times. And the cutters can be build-up welded again after they are worn out, so the cutters can be used repeatedly, greatly reducing the consumption of steel.
3. ’≥ĺ∑ÁĽķ“∂∆¨∂—ļł£ļ ’≥ĺ∑ÁĽķ « Ļ”√ĹŌĻ„Ķń…ŤĪł°£∆š“∂∆¨ «”√3ļŇł÷÷∆◊ųĶń£¨ļŮ∂»ő™6mm£¨‘ŕ Ļ”√÷–“∂∆¨ń•ňūļ‹Ņž£¨ĺ≠∂—ļł÷ż‘ž
ŐľĽĮőŔļŌĹūļů£¨“∂∆¨Ķń Ŕ√ŁŅ…ŐŠłŖ ģĪ∂“‘…Ō°£
The build-up welding of the air vanes of dust collecting blower: Dust collecting blowers are a widely used equipment. The vanes wear quickly in operations and the lifetime of air vanes can be increased by more than 10 time if they are build-up welded with cast tungsten carbide.
4. īů≥›¬÷“ßļŌ√ś∂—ļł£ļīů–Õ‘ĢĽķļÕ—Ļ’•ĽķĶńīę∂Įīů≥›¬÷‘ŕĻ§◊ųĻż≥Ő÷–£¨≥›Ķń“ßļŌ√ś≤ķ…ķīůĶńľ∑—ĻѶļÕń•≤ŃѶ“◊ń•ňūļÕ–ő≥…įľŅ”£¨≥›ļŮľűĪ°£¨“Ú∂ÝĪ®∑Ō°£≤…”√÷ż‘žŐľĽĮőŔ–ř≤Ļļů£¨Ņ…“‘—”≥§ Ļ”√ Ŕ√Ł°£∂—ļł≤…”√Ķń÷ż‘žŐľĽĮőŔŅŇŃ££¨“‘ŌłĶńő™ľ—°£
The build-up welding of the meshing surfaces of big gear wheels :During operations of the big driving gears of big rolling mills and squeezers, the meshing surfaces wear easily and form cavities due to the squeezing force and attrition with the thinning of the gears resulting in the rejection of the gear wheels. Their lifetime can be prolonged if they are repaired with cast tungsten carbide powder. It is preferable to use tungsten carbide of fine grain size for such build-up welding.
5. ÕÚń‹∆∆ňťĽķ“◊ń•ňūľĢĶń∂—ļł£ļÕÚń‹∆∆ňťĽķĶń—ņįŚ°ĘīÚįŚ°Ę–ĪĶ∂ļÕ–Ī≥ńŐ◊ľę“◊ń•ňū£¨–Ťĺ≠≥£Õ£ĽķłŁĽĽ°£
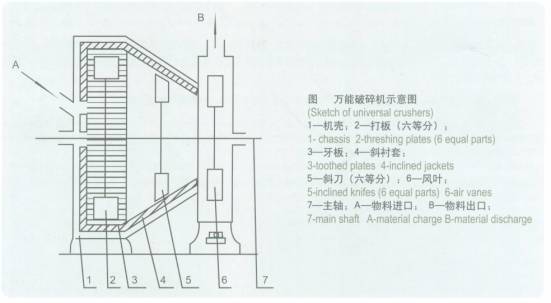
≥ńŐ◊ļÕ—ņįŚłńő™∆’Õ®ł÷∂—ļł“Ľ≤„÷ż‘žŐľĽĮőŔļů£¨ Ļ”√ Ŕ√ŁĹŌ‘≠ņīŐŠłŖ15Ī∂£¨≤ĽĹŲŐŠłŖŃň≤ķ∆∑÷ ŃŅ£¨◊‹≥…Īĺ“≤ĹŌ‘≠ņīĹĶĶÕ∆ŖĪ∂∂ŗ°£
The build-up welding of wear parts of universal crushers: The toothed plates, threshing plates, inclined knives and jackets of crushers are parts that wear easily and have to be changed frequently with the machine shut down, If the inclined jackets and toothed plates are changed to conventional steel with a layer of cast tungsten carbide build-up welded on, their lifetime can be increased by 15 times. It not only improves the quality of the products, but also reduces the total cost by more than 7 times.
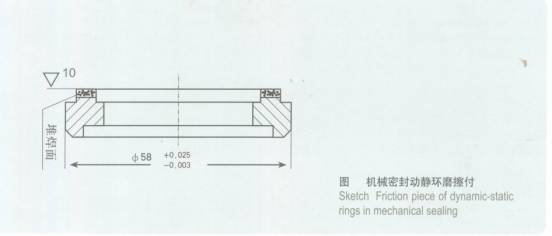
6. Ľķ–Ķ√‹∑‚∂Įĺ≤Ľ∑ń•≤Ńł∂£®»ÁÕľ£©£¨≤Ľ∆Ĺ∂»ļÕĻ‚Ĺŗ∂»“™«ů∂ľļ‹łŖ£¨”√ŐÓŃŌ√‹∑‚£¨√Ņ÷‹“™łŁĽĽ“Ľīő£¨ļů”√GT35ł÷ĹŠļŌĹū£¨“≤÷Ľń‹”√“ĽłŲ‘¬£¨◊Óļů£¨≤…”√÷ż‘žŐľĽĮőŔ∂—ļł£¨ļłļů”√ŐľĽĮĻŤ…į¬÷—–ń•Ň◊Ļ‚£¨ĺę∂»ļÕĻ‚Ĺŗ∂»∂ľń‹īÔĶĹ“™«ů£¨ĺ≠ Ļ”√»żłŲ‘¬£¨»‘őī≥ŲŌ÷“ž≥£Ō÷Ōů£¨…–‘ŕľŐ–Ý Ļ”√°£
Friction piece of dynamic-static ring in mechanical sealing(shown in the sketch)is a part that requires a high flatness and surface finish. It is sealed with stuffing material and has to be changed once a week. It lasts only one month after it is changed to GT35 steel bonded carbide. And in the end cast tungsten carbide is used for build-up welding and then ground and polished with silicon carbide wheels. It reaches the desired flatness and surface finish and it is still working after 3 months of operations without any abnormal phenomenon.
7. Į”Õ◊ÍŐĹ––“Ķ”√ĶńĹūł’ Į◊ÍÕ∑£¨”√Ń£∂»ő™80°™200ńŅĶń÷ż‘žŐľĽĮőŔ∑Ř◊ųĻ«ľ‹£¨≤…”√őř—ĻĹĢ◊’Ļ§“’£¨“‘Õ≠ļŌĹū◊ų«•ļłŃŌ£¨Ĺę÷ż‘žŐľĽĮőŔ”ŽĽýŐŚņőĻŐĹŠļŌ£¨«Ņ∂»°ĘńÕń•–‘īůīůŐŠłŖ°£ĪĽńŅ«į Į”Õ◊ÍŐĹ––“ĶĻ„∑ļ”¶”√°£
The strength and wear resistance of diamond drill bits for petroleum exploitation will be increased considerably when cast tungsten carbide is applied and adheres to the substrate firmly with cast tungsten carbide of 80-200mesh as the skelton and copper alloy as the soldering material in a process of non-pressure immersion. It has been widely used in the industry of petroleum exploitation.
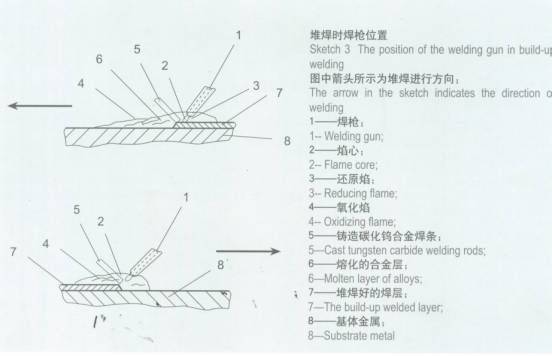
÷ż‘žŐľĽĮőŔĶń∂—ļł
- —ű°™““»≤—ś∂—ļł∑®
Ļ‹◊įŃ£◊ī÷ż‘žŐľĽĮőŔ÷ų“™ «”√—ű°™““»≤—śĹÝ––∂—ļł°£‘ŕ∂—ļłĻż≥Ő÷–£¨÷ż‘žŐľĽĮőŔŅŇŃ£Īĺ…Ū≤Ę≤Ľ»ŘĽĮ£¨∂Ý «īķņŪ÷ķ”ŕ»ŘĽĮļůĶńł÷Ļ‹ļÕĽýŐŚĹū ŰĹę÷ż‘žŐľĽĮőŔ’≥łĹ”ŕĻ§ľĢ…Ō°£∂—ļłő¬∂»“Ľį„ő™1600°™1700OC£¨‘ŕ’‚—ýĶńő¬∂»Ō¬£¨÷ż‘žŐľĽĮőŔļŌĹū≤ĽĽŠ∑Ę…ķ◊ť÷Į◊™Īš°£“Úīň£¨»‘Ī£≥÷ňŁ‘≠”–ĶńłŖ”≤∂»ļÕłŖńÕń•–‘ĶńŐōĶ„°£∂—ļł ĪĪō–Ž◊Ę“‚Ō¬Ń–ľłĶ„£ļ
Tubular cast tungsten carbide is build-up welded mainly by means of oxygen-acetylene flames. Cast tungsten carbide grains do not melt themselves and they adhere to the workpieces with the help of molten steel tubes and substrate metals. Normally the temperature for build-up welding is 1600°™1700OC.There will be no change in the structure of cast tungsten carbide at such a temperatures and it still keeps its original high hardness and wear resistance. Attention should be paid to the following:
- ∂—ļł«į£¨ĪĽ∂—ļłĪŪ√ś”¶”√ł÷ňĘ◊–Ōł«ŚņŪ£¨≤Ľ”¶”–”ÕőŘ°Ę–‚ľ£ļÕ—űĽĮ∆§Ķ»£Ľ
Before build-up welding is to be done, the surface of the part to be build-up welded must be cleaned with a steel brush &free of greasy dirt, tust and oxidized skin, etc.
- ∂—ļł«į£¨∂—ļłľĢĪŪ√śĪō–Ž∑Ň∆Ĺ£¨“‘Ī£÷§∂—ļł Ī÷ż‘žŐľĽĮőŔŅŇŃ£ĺý‘»∑÷≤ľ£Ľ
Before build-up welding is to be done, the parts to be welded must be in a flat position to ensure the even distribution of cast tuntgsten carbide grains during the build-up welding.
- ∂—ļł Ī£¨ ◊Ō»”¶”√Ľū—śĹę∂—ļłľĢĪŪ√śĶńĽýŐŚĹū Ű‘§»»ĶĹŽŁŽ ◊ī£¨”…ń£ļż◊īĪšő™”©”©∑ĘĻ‚£¨–ő≥…“Ľ≤„ľęĪ°Ķń»Ř»ŕĹū Ű Ī£¨∑ĹŅ…ĹÝ––∂—ļł£Ľ
When the welding is being done, the substrate metals on the surface of the parts to be welded should be preheated to a state of haziness and then to a fluorescent light forming a very thin layer of molten metal, and only then build-up welding can be done.
- ”√—ű°™““»≤—ś∂—ļł Ī£¨”¶”√ĽĻ‘≠—ś£¨—ű£ļ““»≤<1.0:1.3£¨ľī◊ų”√őĘĻżŃŅĶń““»≤£¨“‘Ī£÷§∂—ļł≤„ĪŪ√śľį∂—ļłĹū Ű≤ĽĪĽ—űĽĮ°£Õ¨ Ī£¨Ņ…“‘ Ļ»ľĺ°ĶńŐľ≥…∑÷īÔĶĹ◊Ó–°£Ľ
When build-up welding is done with oxygen-acetylene, reducing flames should be applied, oxygen: acetylene <1.0:1.3,and that is to say a little excess acetylene is used to ensure that the surface of the welded layer and the welded metal will not be oxidized. At the same time, it can ensure as little as possible thw burned carbon content.
- ∂—ļł Ī≤…”√ĶńŇÁ◊ž£¨łýĺ›∂—ļłľĢĶńīů–°ļÕ∂—ļł«įĶńľ”»»≥Ő∂»ņī—°‘Ů°£»Á∂—ļł÷–Ķ»ĻśłŮĶń—ņ¬÷◊ÍÕ∑£¨≤…”√4ļŇŇÁ◊ž£¨““»≤ŌŻļńŃŅő™750…ż/–° Ī°£∂—ļłĻż≥Ő÷–£¨Ľū—śĶų’Żļ√ļů£¨ĽĻ‘≠—ś–ń≥§∂»Ķń2°™3Ī∂ő™“ň£¨»ÁÕľňý ĺ£ļ
The nozzles for build-up welding are to be selected based on the dimensions of the parts to be welde and the extent of heating before they are welded. Tricone bits of medium sizes are to be welded with number4nozzles with a consumption rate of acetylene at 750 l/hr. During the build-up welding, the length of the reducing flames is desirably 2-3times that of the flame core as shown in the Sketch.
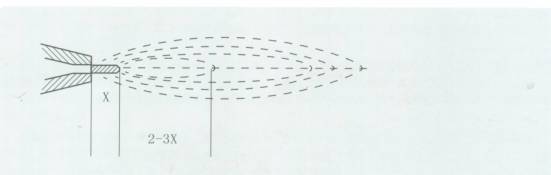
- ∂—ļłĻż≥Ő÷–£¨ő™Ī‹√‚÷ż‘žŐľĽĮőŔŅŇŃ£ĪĽ—űĽĮ£¨—ś–ń”ŽĪĽ∂—ļłĻ§ľĢĪŪ√ś÷ģľšĶńĺŗņŽ£¨”¶Ī£≥÷2°ę3MM.ő™Ńňĺ°ŅžĶōľ”»»∂—ļłĪŪ√ś£¨”÷Ī‹√‚∂—ļłĪŪ√śĻż»»ļÕ»ŕĽĮ£¨Õ¨ Ī‘§»»ŌŗŃŕņÔ∂—ļł≤ŅőĽ£¨ļł«Ļ÷––ńŌŖ”¶”Ž∂—ļłĪŪ√ś‘ľ≥…15∂»°ę25∂»«„ŌÚ£¨»ÁÕľňý ĺ£ļ
During welding the distance between the flame core and the surface of the part to be welded should be kept at 2~3mm, the center line of the welding gun should have an inclination of 15o°ę25 o in relation to the surface to be welded as shown in the sketch..
7. ∂—ļł Ī£¨”¶ŐōĪū◊Ę“‚ĶųĹ‚—ű∆ÝĶńĻ§◊ų—ĻѶļÕĽū—śĶń«ťŅŲ°£ Ļ”√Ķń““»≤≤Ľ“ňŐęĻżŃŅ£¨∑Ů‘Ú£¨‘ŕ∂—ļłĻż≥Ő÷–£¨ĽŠ≤ķ…ķīůŃŅĶńŐľ£¨“‘
÷¬”įŌžĶĹ∂—ļł÷ ŃŅ£¨Õ¨ Ī£¨ĽĻĽŠĹĶĶÕ»ŕĽĮő¬∂»£¨—ű∆ÝĶńĻ§◊ų—ĻѶ£¨“Ľį„ő™3°ę3.5/CM2
During build-up welding, special attention should be paid to the adjustment of the working pressure of oxygen
and of the flame. IT is advisable to have not too much of acetylene flame, as otherwise the quality of build-up
welding will be affected, porosity and cortex will be increased and the melting temperature will be decreased
due to too much carbon generated. The working pressure oxygen is normally 3-3.5kg/cm2.
‘ŕ’ŻłŲ∂—ļłĻż≥Ő÷–£¨”¶◊Ę“‚∂—ļłő¬∂»£¨»Áő¬∂» £®īż–Ý£©
”–ľ”Ļ§“…ő «ŽŃ™ŌĶĻ„÷›◊Í Į ©ĺ≠ņŪ (020°™83556773)
|



