GBN3000-机加式PCBN刀片
GBN3000可高效加工表面含不规则沙石杂质的高硬层,而不会导致刀具断裂或刃口崩刃。
GBN3000在高速切削状态下,提供了超长使用寿命和保证了良好的加工精度。

使用GBN3000注意事项:
- 尽量缩短刀柄外延伸部分
- 简短切削时,不应使用冷却液体。
- 机床有很好的刚性及足够的马力
- 尽可能选用负前倾角及最大的倒前角
- 尽可能选用最大半径以增加刀具强度
- 在间断切削时,选用倒角以避免刃口崩裂
- 切刎过量使用刃口或切削中忽然停机,避免刀口碎裂
适合以下难加工黑色金属 |
被加工材料 |
切削速度 |
进给量 |
切削深度 |
m/min |
mm/rev |
mm |
硬铸铁 |
40-100 |
0.10-0.60 |
0.10-0.30 |
(45HRC) |
淬火钢 |
65-120 |
0.10-0.50 |
0.50-0.30 |
(45HRC) |
烛光体灰铸铁 |
600-1200 |
0.15-0.60 |
0.10-3.0 |
表面硬化合金 |
50-200 |
0.10-0.25 |
0.10-2.0 |
粉末冶金金属 |
90-180 |
0.10-0.25 |
0.10-1.5 |
GBN3000刀片形状
GBN3000因其拥有卓越的抗断裂性能、耐磨性能及良好的化学稳定性,不但能够攻克合金刀具、陶瓷刀具不能解决的切削难题,更是它们理想的替代产品。
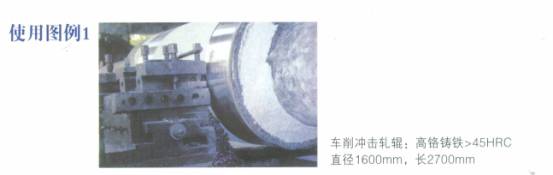
GBN3000有良好的刃口稳定性,能够精确控制尺寸,表面光洁度均匀一致,可达到以车代磨的效果。在加工一系列难加工的黑色金属时,能显著提高生产效率。
GBN3000是机夹式聚晶块,两面均可作为刃口,所以能够大量切约成本。
GBN3000 products are perfect substitute of alloy and ceramic cutting tools due to its superior performance in abrasion resistance, anti―break capability and chemical stability.
GBN3000 products provide longer product life and ensure production precision.
GBN3000供应规格

GBN3000优异性能 |
|
GBN3000 surperiorc performance includes |
●高切削率 |
|
●High cutting rate |
●刀具寿命长 |
|
●long product life |
●抗断裂韧性强 |
|
●Higher anti-break capability |
●良好的耐磨性能 |
|
●Better abrasion resistance |
●优秀的化学稳定性 |
|
●Superior chemical stability |
●机夹式聚晶块结构-有更多刃口 |
●Optimal structure-more cutting blade edge |
- 高硬度和耐磨性
CBN的硬度仅次于金刚石,对于可切削黑色金属的刀具材料来说,PCBN刀具的硬度最高。PCBN刀具的耐磨性可以达到涂层刀具和陶瓷刀具的5-10倍,因此,使用PCBN刀具能够明显减少生产加工过程的换刀次数,显著提高生产效率。
- 良好的导热性和热稳定性
PCBN刀具在800度时硬度仍高于硬质合金刀具和陶瓷刀具的常温硬度,在1200度时仍能保持较高的硬度,而且随着温度的升高,其导热系数也随之升高。因此,PCBN刀具能够满足硬态切削,高速切削和干切削时恶劣加工条件对刀具材料的要求。
- 良好的化学稳定性
由于CBN的化学惰性特别大,在1200度-1300度时也不与FE、NI、CO 等发生反应,所以PCBN刀具在切削加工时的化学磨损相对于其他刀具材料较小,可用于加工各种材料的工件。
- 较低的摩擦悉数
CBN与不同材料间的摩擦系数为0.1-0.3,而且随着切削速度的提高,CBN的摩擦系数呈减少趋势,从而使切削力减少,切削时的刀屑粘结现象减少,有利于提高加工精度及工件表面质量。
因此,PCBN刀具是替代进口产品,取代陶瓷和合金刀具的理想替代产品。是加工各种淬硬钢,包括碳素工具钢、合金工具钢、高速钢、轴承钢、模具钢等;各种冷硬铸铁和耐磨铸铁。各种铁基、镍基、钴基和其他热喷涂(焊)工件的最佳刀具。特别是在加工工艺中,使用PCBN刀具可实现以削代磨,极大地提高生产加工效率。 |