| |
YC30T&YC40T:切削不锈钢专用,高速、高效率、长寿命。
|
|
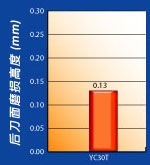
高速切削(速度高于140m/min)条件下
YC30T优异的耐磨性 |
YC30T切削10分钟后刀面磨损 |
|
◆ 工件材料: 1Cr18Ni9Ti
◆ 刀片型号: 41605A
◆ 主偏角 45o
◆ 切削速度: 250m/min
◆ 切削深度: 1.0mm
◆ 进给量: 0.1mm/r |
|
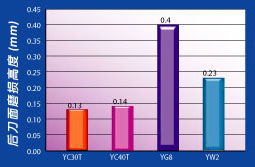
| 各牌号切削30分钟后刀面磨损 |
|
◆ 工件材料: 1Cr18Ni9Ti ◆ 主偏角: 45o
◆ 刀片型号: 41605A ◆ 切削深度: 1.0mm
◆ 切削速度: 180m/min ◆ 进给量: 0.1mm/r |
|
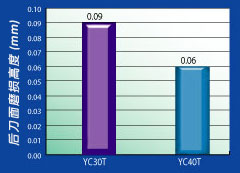
粗加工条件下YC40T优异的使用性能 |
YC30T YC40T切削10分钟后刀面磨损 |
◆ 工件材料: 1Cr18Ni9Ti
◆ 刀片型号: 41605A
◆ 主偏角: 45o
◆ 切削速度: 100m/min
◆ 切削深度: 3.0mm
◆ 进给量: 0.41mm/r |
|
切削不锈钢专用合金牌号YC30T
◆ 细晶粒硬质合金 具有很好的耐磨性
抗月牙洼磨损能力强 较高的抗弯强度
◆ 其它传统切削牌号无法实现的高速切削性能
(可采用250m/min的速度顺利加工奥氏体不锈钢1Cr18Ni9Ti) |
切削不锈钢专用合金牌号YC40T
◆ 亚微晶粒硬质合金 具有较好的耐磨性
高的抗弯强度 良好韧性和抗冲击能力
◆ 适应大进给量、大切削深度的加工环境,
大幅度提高加工效率,降低加工成本约30%。 |
 适用于不锈钢尤其是奥氏体不锈钢的半精加工和精加工,也适用于碳素钢,一般合金钢的粗加工和半精加工。 适用于不锈钢尤其是奥氏体不锈钢的半精加工和精加工,也适用于碳素钢,一般合金钢的粗加工和半精加工。
|
 适用于不锈钢尤其是奥氏体不锈钢的粗加工和半精加工,也适用于低速条件下切削耐热合金钢。 适用于不锈钢尤其是奥氏体不锈钢的粗加工和半精加工,也适用于低速条件下切削耐热合金钢。 |
牌 号 |
ISO分类 |
密 度
(g/cm3) |
硬 度
HRA |
抗弯强度
MPa |
YC30T |
P30 |
12.1~12.4 |
≥91.0 |
≥1700 |
YC40T |
P40 |
13.5~13.8 |
≥90.5 |
≥2600 |
|
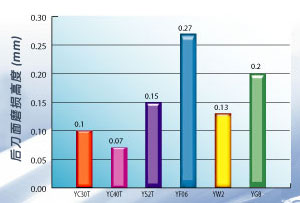
| 切削速度为140m/min时,YC30T、YC40T合金耐磨性明显优于其它相关合金牌号。 |
|
各牌号切削20分钟后刀面磨损 |
◆ 工件材料: 1Cr18Ni9Ti
◆ 刀片型号: 41605A
◆ 主偏角: 45o
◆ 切削速度: 140m/min
◆ 切削深度: 1.0mm
◆ 进给量: 0.1mm/r |